
With the rapid development of the new energy vehicle industry. The demand for lithium batteries has also seen explosive growth. With a large number of batteries entering the market. With the passage of time. The end-of-life problem of waste batteries has also arisen. This problem has also become a bottleneck that restricts the sustainable development of the new energy industry. So how to recycle and dispose of used lithium batteries? So as to achieve resourceful recycling. Then the lithium battery recycling machine solves this problem. Lithium battery recycling technology provides a new way of thinking to solve the problem.

Lithium Battery Recycling Technology
Waste lithium battery recycling machine is the core of battery recycling technology. It can be recycled through an automated recycling system. The waste lithium battery will achieve efficient dismantling and fine recycling. Lithium battery charged crushing system is the biggest highlight at present. It can be equipped with multiple intelligent valves through segmented shredding device. Thus, it can realise electrically charged crushing. Increase inert gas protection system in a closed environment. Adopt advanced technology such as multi-level integrated shear crushing technology. Solve the traditional brine discharge on the water quality pollution and other characteristics. More efficient and safe dismantling and crushing.
The dismantled single lithium battery materials are finely sorted so that the high recovery rate of: positive and negative electrode powder, copper, aluminium, plastic diaphragm, magnetic shell and other materials. The recovery rate of positive and negative electrode powder can reach over 98%. The recovery rate of copper and aluminium can be more than 96%. The recovery rate of magnetic shell (iron shell, nickel belt) can be more than 99%. Plastic diaphragm recycling rate can reach: more than 86%. The latest technological breakthrough of lithium battery recycling machine. Solve the pain point of low black mass recovery rate and low purity. This greatly improves the recycling efficiency of waste lithium batteries.
Oxygen-free high temperature pyrolysis + gas purification system:
In the process of waste lithium battery recycling machine processing. The gas and dust generated are important issues. The appearance of anoxic high temperature pyrolysis and gas purification system. Provides an effective guarantee for this problem. The harmful substances in the waste battery are decomposed and transformed. At the same time, the exhaust gas is purified. Ensure the safety, environmental protection and high efficiency of the whole recycling process.
We know how to get energy from waste. Let’s build better future for everyone, together !
Victor Machinery is a manufacturer of machinery and equipment. The main products are: shredder, crusher, carbonization furnace equipment, mining equipment, recycling machinery, etc.
Our ever-evolving offering for mining and construction covers crushing, screening, breaking, demolition, and service solutions – designed to increase productivity and boost your bottom line.
 Double Shaft Shredder Machine
Double Shaft Shredder Machine Single Shaft Shredder Machine
Single Shaft Shredder Machine Four Shaft Shredder Machine
Four Shaft Shredder Machine Tyre Shredder Machine
Tyre Shredder Machine Metal Shredder Machine
Metal Shredder Machine Wood Shredder Machine
Wood Shredder Machine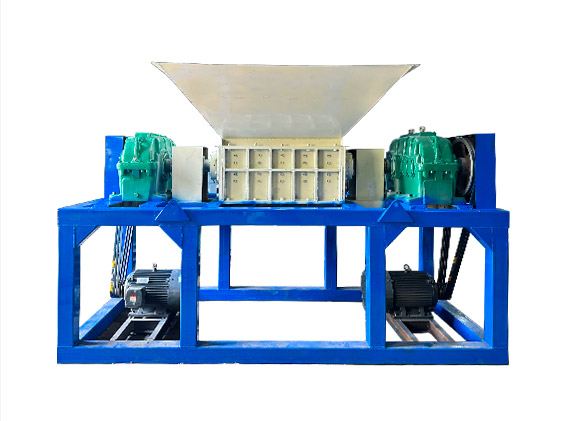 Plastic Shredder Machine
Plastic Shredder Machine Jaw Crusher
Jaw Crusher Cone Crusher
Cone Crusher Impact Crusher
Impact Crusher Hammer Crusher
Hammer Crusher Impact Mill Crusher
Impact Mill Crusher Roll Crusher
Roll Crusher Linear Vibrating Screen Machine
Linear Vibrating Screen Machine Swing Screen Machine
Swing Screen Machine Tumbler Screen Machine
Tumbler Screen Machine Circular Vibrating Screen
Circular Vibrating Screen Cylindrical Rotary Vibrating Screen
Cylindrical Rotary Vibrating Screen Sand Making Machine
Sand Making Machine VSI Sand Making Machine
VSI Sand Making Machine Impact Sand Making Machine
Impact Sand Making Machine Sand Washing Machine
Sand Washing Machine Vibrating Feeder
Vibrating Feeder U-Shape Screw Reamer
U-Shape Screw Reamer Belt Conveyor
Belt Conveyor Horizontal Carbonisation Furnace
Horizontal Carbonisation Furnace Wood Charcoal Carbonisation Furnace
Wood Charcoal Carbonisation Furnace Waste Carbonisation Furnace
Waste Carbonisation Furnace Sludge Continuous Carbonisation Furnace
Sludge Continuous Carbonisation Furnace Biomass Carbonisation Furnace
Biomass Carbonisation Furnace Coconut Shell Carbonisation Furnace
Coconut Shell Carbonisation Furnace Continuous Carbonisation Furnace
Continuous Carbonisation Furnace Biomass Pyrolysis Furnace
Biomass Pyrolysis Furnace Lithium Battery Recycling Pyrolysis Furnace
Lithium Battery Recycling Pyrolysis Furnace Solar PV Panel Recycling Pyrolysis Furnace
Solar PV Panel Recycling Pyrolysis Furnace PCB Recycling Pyrolysis Furnace
PCB Recycling Pyrolysis Furnace Carbonization Paint Removing Furnace
Carbonization Paint Removing Furnace Capacitor Continuity Pyrolysis Furnace
Capacitor Continuity Pyrolysis Furnace Rotary Kiln
Rotary Kiln Waste Incineration Rotary Kiln
Waste Incineration Rotary Kiln Metallurgical Rotary Kiln
Metallurgical Rotary Kiln Cement Lime Rotary Kiln
Cement Lime Rotary Kiln Rotary Drum Dryer Furnace
Rotary Drum Dryer Furnace Drum Drying Dryer Furnace
Drum Drying Dryer Furnace Industrial Dryer Furnace
Industrial Dryer Furnace Lithium Battery Recycling Plant
Lithium Battery Recycling Plant Solar Photovoltaic Panel Recycling Plant
Solar Photovoltaic Panel Recycling Plant PCB Circuit Board Recycling Plant
PCB Circuit Board Recycling Plant E Waste Recycling Plant
E Waste Recycling Plant Blog
Blog Company Blog
Company Blog Knowledge
Knowledge FAQ
FAQ

